中文
中文 English
English






了解樹脂砂輪在制作過程中的常見問題
2022-09-27 周萌
引言:以磨料磨具為工具的磨削加工,是機械加工方法中非常重要的一類方法,而且是精密加工和超精加工最基本的和首選的加工方法,在工業上得到廣泛的應用。樹脂磨具是磨料磨具的重要組成分,是工業生產應用的重要磨削工具之一
一、樹脂砂輪產生質量不穩定的原因的探討
樹脂砂輪生產過程中會產生許多質量問題,由于樹脂砂輪制造屬于復合材料多學科綜合,所以產生原因復雜繁多。
原材料問題:
樹脂砂輪是由多種主、輔原材料構成的復雜物系,只要材料是磨料和結合劑,輔助材料則包括填料、增強材料、著色劑等。
1、磨料的因素:
目前市場上磨料質量參差不齊,主要表現為:
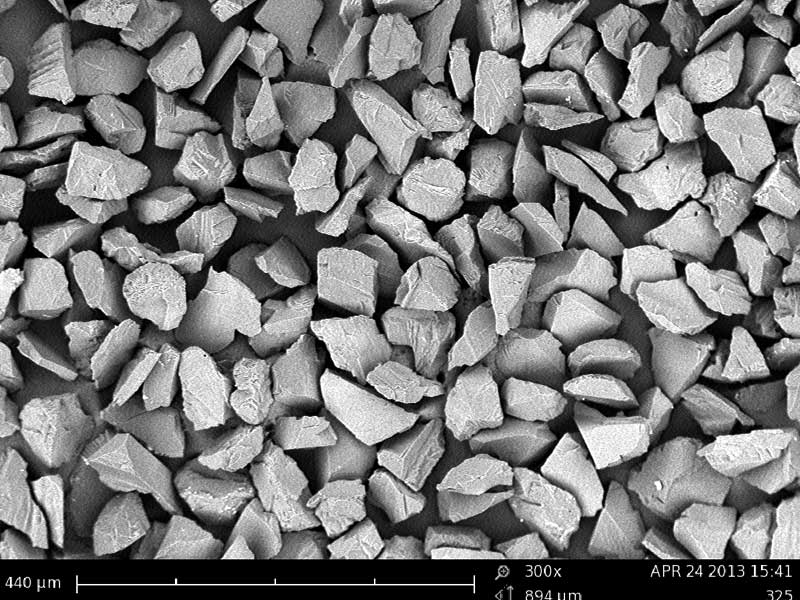
(1)磨料的化學成份往往是合格的,但物理性能差;主要表現在磨料的堆積密度與國外還有差距。
(2)磨料的粒度組成混亂,與標準的規定相差較大;主要表現在同一粒度磨料的基本粒含量與國外有差距。
2、樹脂砂輪制造工藝問題:
樹脂砂輪制造是工藝性很強的工業產品,在配混料、成型、硬化、加工等工序存在問題較多。
(1)混料工序:混料的關鍵是均勻性,成型料應達到:各成份分布均勻,保持松散性,但不宜出現明顯漏粉,必須保證攤料均勻,具有良好的成型性能。
(2)成型工序:目前國內大多數是旋轉攤料機構,但由于旋轉攤料機構的局限性,造成很大制造企業有的企業員工操作不得要領,混合料分布不均,行位公差及靜平衡超差。
(3)硬化工序:這是最關鍵的生產工序,容易造成質量問題的因素有兩個,是固化烘箱或燒成窯的溫差太大;二是裝爐的方式不當。硬化爐窯溫差過大致使樹脂砂輪硬化偏離了設定的硬化規范(硬化曲線),使砂輪的固化(硬化)質量得不到充分保證。
(4)加工工序(主要是大直徑高厚度樹脂砂輪):樹脂砂輪尤其是大直徑和高厚度,或者要求尺寸公差嚴格的砂輪在硬化后要進行加工,以保證砂輪的幾何尺寸、形位公差。
(5)生產配方、工藝參數生搬硬套
3、設備工裝問題:
(1)設備問題:生產設備是砂輪生產的重要物質條件,有的企業一是設備不足,如沒有缺少好的混料機,油壓機噸位規格偏小等;同時設備維護保養差,產品質量不易保證。
(2)工裝問題:規模較小的樹脂砂輪企業部分企業工裝管理薄弱,沒有良好的存放場所,在生產現場亂堆亂放。
5.檢驗設備問題:
(1)原材料檢驗、過程檢驗、出廠檢驗,是樹脂砂輪生產企業實施有效檢驗控制的重要內容,但真正做到規范管理、標準化管理的生產企業較少。主要問題有制度不全,職能不落實,管理不嚴,檢驗設備短缺失控,檢驗人員
業務素質較差等。
(2)檢驗設備設置不全
檢驗設備不齊全,樹脂砂輪的檢驗設備有3大件:即回轉強度試驗機;噴砂硬度機(或洛氏硬度機)——樹脂切片、磨片除外;靜平衡器(對金剛石砂輪還需要動平衡器),其它還應有薄片砂輪端面、徑向跳動測定儀、內徑量規、游標卡尺、砂輪切割性能試驗機等。
(3)檢驗設備缺乏應有的維護和保養。